














 42 / 68
42 / 68

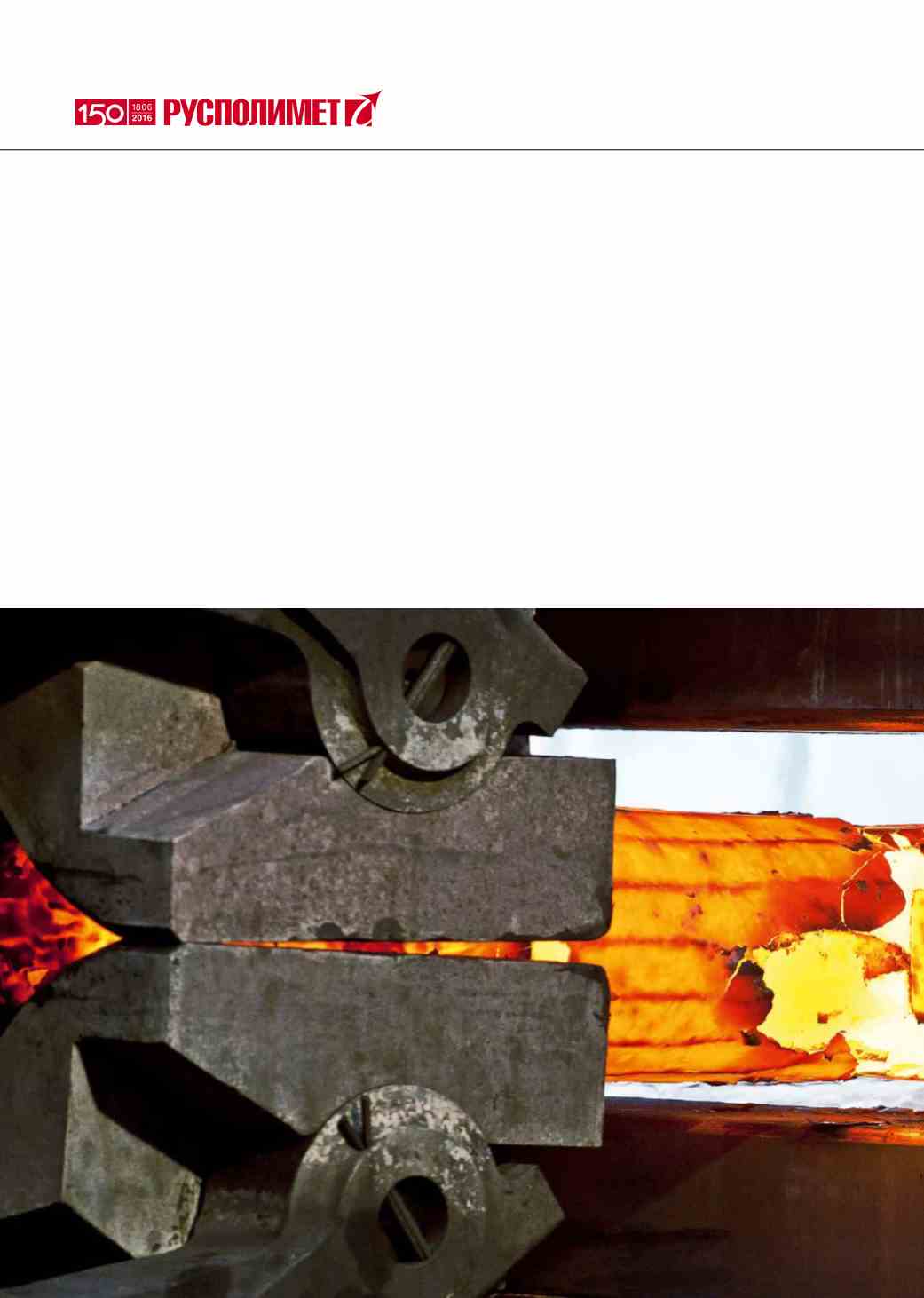
Заключается она в том, что пышущий жаром
цилиндр откованного слитка разрезают на дис
ки, в которых уже можно различить контуры бу
дущих колец. Их тоже отправляют выдерживать
ся в нагревательные печи до новой стадии.
Властелины колец
Чтобы сплошной диск превратился в коль
цо, в нем надо как минимум проделать отвер
стие. Эта задача решается в процессе прошивки.
Очередной мобильный манипулятор, вытяги
вая длинную стрелу на гидравлике, берет из на
гревательной печи диск и аккуратно кладет его
на стол прошивочной установки. Сверху на него
накатывается пробойник. Короткое мощное дав
ление, летят искры — и вниз валится небольшой
горячий металлический цилиндр, который уже
подхватывают рабочие, чтобы отправить в пере
плавку.
Новый манипулятор забирает получившуюся
шайбу — толстый диск с нешироким пока отвер
стием точно посередине (система позициониро
вания исключает эксцентриситет при прошивке
и просечке) и отвозит его в другую нагреватель
ную печь. А в это время пресс-пробойник уже
готов к работе со следующей заготовкой.
Пройдя ковку, прошивку и термообработку,
заготовки перемещаются непосредственно на ли
нию кольцепрокатного производства. На Руспо
лимете она представлена пятью станами, в том
числе двумя кольцепрокатными Banning, по
зволяющими обрабатывать заготовки массой
до 300 кг, и радиально-аксиальным кольцепро
катным от компании SMS Meer, до недавнего
времени крупнейшим в СНГ. Эта установка, вве
денная в эксплуатацию в начале 2010 г., позволя
ет выпускать кольца диаметром до 6000 мм, вы
сотой до 1200 мм и массой до 12 т для любых
сфер применения.
Пока что Русполимету не представилась воз
можность полностью использовать ресурс это
го уникального агрегата: самое большое коль
цо, откатанное на предприятии, имело диаметр
4500 мм. Однако здесь, как говорится, все еще
впереди. Российское горнодобывающее, энерге
тическое и атомное машиностроение, где нахо
дят применение кольца-великаны, постоянно бе
рет новые высоты, так что через какое-то время